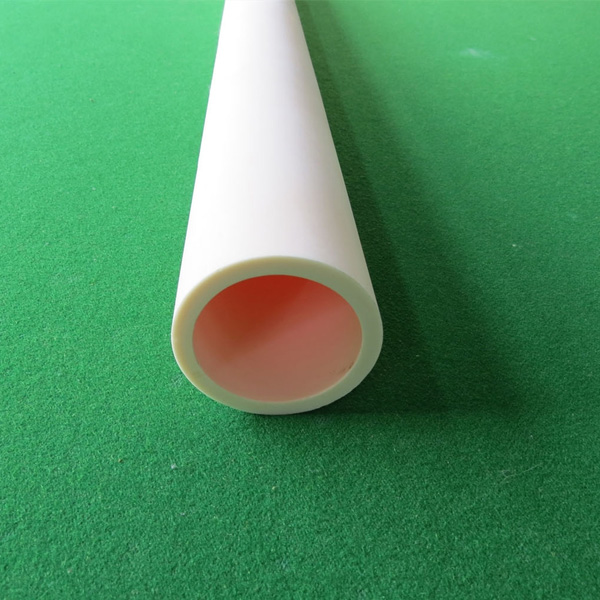
High-purity alumina tubes find wide applications in fields such as semiconductor manufacturing, optical glass processing, metal sintering, chemical reactions, etc., because they can provide a stable high-temperature environment without contaminating the processes.
