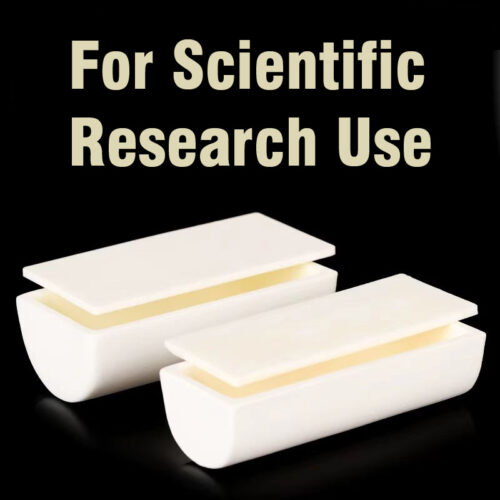
Arc-shaped Alumina Crucible with Lids
Introduction:
Arc-shaped Alumina Crucible with Lids is a refractory container with an arc-shaped structure and equipped with a lid. In comparison to regular arc-shaped alumina crucibles, it is equipped with a lid that can cover the mouth of the crucible.
This design helps prevent contamination of samples or substances by external impurities during the heating process and provides a better environment for temperature control.
Manufacturing Process:
1. Making the mold for the product.
2. Making the raw body of the crucible.
3. Putting the finished raw body into the kiln for firing.
4. Sorting and storing the crucibles after they pass the inspection.
Advantages:
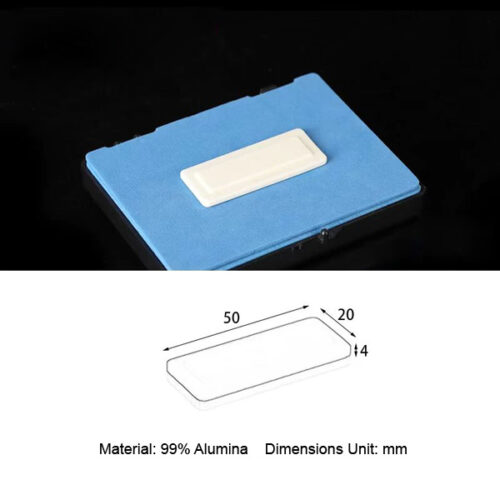
1. The product material is 99% alumina (Al2O3 > 99%), with high purity.
2. Adopting slip casting/pressing molding process.
3. Firing temperature is 1800°C, long-term use temperature ≤ 1600°C.
4. High temperature resistance and chemical corrosion resistance.
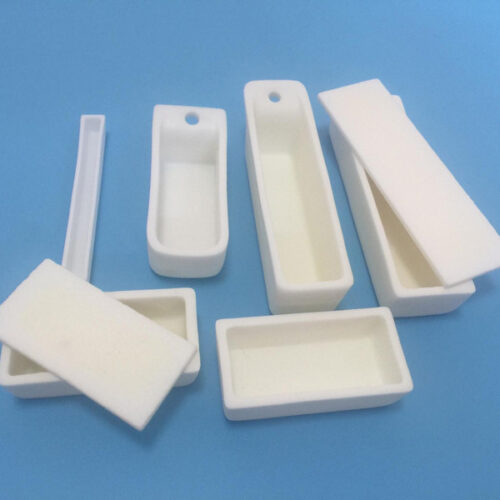
Our Offered Specifications for Arc-shaped Alumina Crucibles with Lids:
| Arc-shaped Alumina Crucible with Lids Specification Table | ||||||
| 3ml | 4ml | 5ml | 10ml | 15ml | 20ml | 25ml |
| 30ml | 40ml | 50ml | 100ml | 150ml | 200ml | 300ml |
| 200ml | 300ml | 350ml | 460ml | 500ml | 750ml | 1000ml |
| 1300ml | 1500ml | 2300ml | ||||
| The crucible cover comes in different styles such as inner convex cover, outer cover, and circular plate cover. For detailed specifications and dimensions, please consult our professional customer service personnel. | ||||||
Applications:
1. High-temperature reactions, sample melting processes, high-temperature oxidation or reduction, etc.
2. Can be used for holding and handling molten metals or alloys.
3. Can serve as reaction vessels for heating reactants and controlling reaction conditions.
4. Used for material phase transitions, sintering, crystal growth, etc.
5. Can be used for sintering ceramic materials or as melting containers for ceramic products.
Related Equipment:
Alumina Crucible Usage Precautions:
1. Before the first use, preheat the crucible in an oven at around 105°C for 120 minutes to remove moisture.
2. Do not directly heat the crucible with gasoline blowtorch, acetylene torch, or alcohol burner to avoid uneven heating and cracking of the product.
3. The heating or cooling rate should not be too fast. The temperature change below 1200°C should be <5°C/minute, and above 1200°C should be ≤4°C/minute. When cooling, it is recommended to control the temperature by powering off gradually. Cooling too fast during the initial cooling phase after turning off the power may cause the product to crack.
4. The distance between the product and the heating element (such as carbon tube, silicon molybdenum rod, or heating wire, etc.) should be >2cm.
5. The bottom of large crucibles should preferably not directly contact the bottom of the furnace. It is recommended to use alumina foot pads or other heat-resistant materials to lift the crucible, forming air convection to prolong the service life of the product.